 +86-18621535697
+86-18621535697  : export81@huaxia-intl.com
: export81@huaxia-intl.com






Low-carbon Steel Wire: Uwendungen, Eegeschaften a Produktiounsprozess
Mat der wuessender globaler Sensibiliséierung vum Ëmweltschutz, huet niddereg-Kuelestoff Stahldrot, als nei Zort ëmweltfrëndlecht Material, no an no verbreet Applikatioun fonnt an
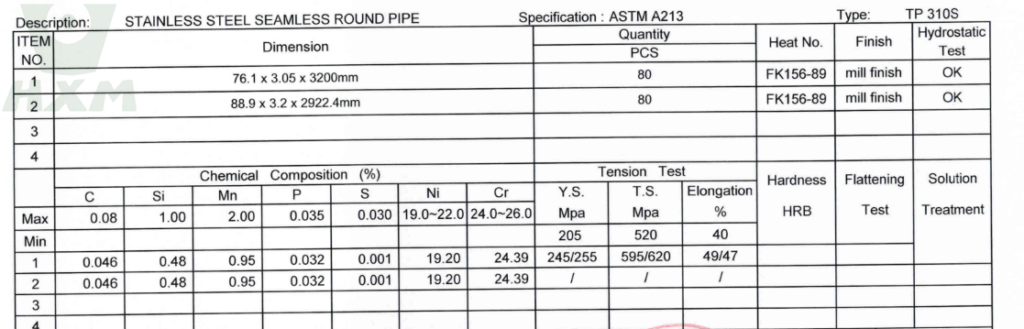
A312 / A312M STAINLESS Stol Tube
Verbonnen Posts: Edelstol Hexagonal Bar Edelstol Angle Bar Edelstol Channel Bar
S31803 Hot Rolled STAINLESS Stol Placke
Dir sicht de beschte Edelstahl Supplier?
Wielt sino-stainless-steel.com fir all Är Besoinen!
Eis 31803 Hot Rolled Edelstol Plack bitt Topqualitéit zu kompetitive Präisser, ënnerstëtzt vun aussergewéinleche Clientsservice.
S2507 kal gewalzt STAINLESS Stol Blieder
S2507 Kalgewalzte Edelstolplacke Virdrun Nächst Kuerz Beschreiwung: S2507 Kältgewalzte Edelstolplacke sinn héichstäerkt an héichkorrosiounsbeständeg Edelstahlplacke, och bekannt

201 Hot Rolled STAINLESS Stol Plate
Dir sicht Top-Qualitéit Edelstahl Liwweranten?
Kuckt net méi wäit wéi Sino Edelstol! Eis 201 Hot Rolled STAINLESS Steel Plate Produkter si bekannt fir hir aussergewéinlech Qualitéit an Haltbarkeet.
Wielt eis fir eise super Client Service, kompetitiv Präisser, an oniwwertraff Expertise an der Industrie.